



課題発見、解決からの好循環
- 事業所名
- 神町電子株式会社(法人番号 8390001009374)
- 所在地
- 山形県東根市
- 事業内容
- 電気機械器具製造業
- 従業員数
- 94名
- うち障害者数
- 1名
障害 人数 従事業務 視覚障害 聴覚・言語障害 肢体不自由 内部障害 知的障害 精神障害 発達障害 1 ユニット組立 高次脳機能障害 難病 その他の障害 - 本事例の対象となる障害
- 発達障害
- 目次
-

事業所外観
1.事業所の概要、障害者雇用の経緯
(1)事業所の概要
昭和54(1979)年に東根市内に有限会社神町電子として設立された。会社設立当初はオーディオ機器製造を行っていたが、平成2(1990)年にATM(現金自動預払機)の製造を開始し、ATMリペア業務を始めている。以降も電子顕微鏡、生化学自動分析装置、福祉機器等の製造及びそれに付帯する製品・部品の加工委託に取り組んでいる。この他、製品企画や試作設計開発、リサイクルトナー・インク・リボンのエコ商品、コピー機、複合機、プリンター等OA機器全般、事務用品等の商品仕入・販売を行っている。平成19(2007)年に同事業所近隣にある大森西工業団地に大森工場を設置している。
また、大森工場敷地内で「さくらんぼの森保育園」を運営しており、従業員の福利厚生の一環だけではなく、大森工場に隣接する事業所へ勤務している方の子供の受入も行っている。これは、「男女いきいき子育て宣言企業」の山形県による認定や「ワークライフバランス優良企業」の山形県表彰を受けるきっかけにもなっている。
(2)障害者雇用の経緯
「事業所として障害者の雇用率を達成しなければならない」という社長の考えから、ハローワークへ障害者専用求人を出し、また、障害者を対象とする集団面接会にも毎年参加していた。障害者の雇用に際し障害の種類へのこだわりはなく、期待する業務を遂行できる方を採用しようと考えていたが、障害者からの応募はあったものの、業務内容とのマッチングがうまくいかず採用には至らなかった。そのような状況を踏まえ、ハローワーク専門援助部門担当者と求人に関する相談を重ね、専門援助部門担当者に対する事業所見学を実施し、より具体的な職場環境等を求職者へ説明することでミスマッチが回避され、その結果、Aさんが事業所見学、職場実習を実施して採用となった。
(補足)
事業所にはAさん以外にも発達障害者の雇用経験がある。ピッキング作業が主な業務であり、大きな課題もなく従事していた。ある日、本人から障害を起因とする光の刺激に関する職場環境の改善要望があり、可能な範囲で適宜対応を取っていた。しかし、体調不良が続いたこと、継続雇用の希望がないことの申し出により2か月程度で離職となった。社長は「やってみなければ業務ができるか否か、合うか合わないかの判断はできない。障害の種類に関係なく、試してみて業務に合う方であれば雇用したい。」との方針があり、引き続き障害の種類にとらわれることのない障害者雇用への取り組みに繋がっている。
2.Aさんの採用及び従事業務等に係る取組の内容
(1)採用まで
Aさんは就職活動に際し、地域障害者職業センター(以下「職業センター」という。)を利用し、就労する上で必要となる配慮事項のアドバイスや、模擬的就労場面の利用と職業準備支援の受講、求職活動中の利用者によるグループワークに参加している。また、職業センターの利用と平行しハローワーク専門援助部門で職業相談を実施した。当初、障害者手帳を取得せずに就職を目指したいとの意向があったが、職業準備支援を受ける中で様々な情報を入手し、障害者手帳を取得して就職活動を行うこととした。
また、ハローワーク専門援助部門担当者の勧めにより事業所見学を実施し、その後、職業センターの職務試行法(以下「職場実習」という。)を2週間実施した。事業所見学と職場実習の利用により仕事内容が理解でき安心感が得られたほか、現場担当者は「指示通りに作業を進めることができる点」、「製品の不良発生数が少ない点」が強みであることや通勤や清掃、コミュニケーションの部分でも問題がないと判断し、Aさんの「この事業所で働きたい。」という意思確認もできたことが採用に至る要因となっている。
(2)従事業務
- ア.
- マニュアル改善の取組
Aさんは、回収されたリサイクル用の電子部品ユニット等の分解、清掃、消耗部品・破損部品の交換、組み立てからなる一連の作業を主たる業務として行っている。メーカーの作業手順マニュアルは、A4用紙3枚程度に要所の写真及び文字情報で記載された注意事項が10項目ほどあり、当初はそのマニュアルを見ながら他の従業員と一緒に作業し手順を覚えていく方法をとっていた。
しかし、障害のない従業員であれば前後の手順から想像して進められる工程であっても、前後の関連が想像できず作業が止まってしまうことがあったため、より詳細な写真や図解を多用した「Aさんの専用マニュアル」を作成することとした。
具体的には、使用する工具の使い方(持ち方、角度、動かし方等)、検品の確認ポイント、作業のコツなども矢印や番号を使って写真に書き込み、その他に文字情報も手順として記載した。
結果10項目程度であったマニュアルが、苦手とする部分をより細分化し、50項目以上となった。ポイントやコツ、手順が明確になったことで、次の行程に進めず滞ってしまいがちになる部分(例えば「汚れを取る」という作業において、自分が納得するまで汚れを拭き続けるため次の行程に進めなかったが、「1回拭く」としたことでその工程を終了し、次の行程に進める)が改善され、作業効率が上がった。
- イ.
- 作業スピード向上に向けた取組
事業所全体として作業効率を意識した業務を行っている。Aさんの作業効率は作業内容によって異なるが、平均80%台後半となっている。先に紹介した主たる業務である電子部品ユニット作業のほかにも色々な仕事が入ることや、休み明けはいつものペースがつかめないため、日によって作業効率が大きく変動している。
そこで作業工程を大きく3つに分割し、工程毎に管理、計測している。それら工程毎の作業時間は「目標個数早見表」として作成し、各工程の所用時間の記録とトータルの所要時間の目安を設定している。Aさんの所要時間を障害のない従業員の所要時間と比較し、得意とする工程、苦手とする工程を見極め、苦手とする工程はAさんの専用マニュアルの改善箇所の発見に繋げている。これにより時間を意識した作業のほか、作業効率100%達成への取り組みにもなっている。
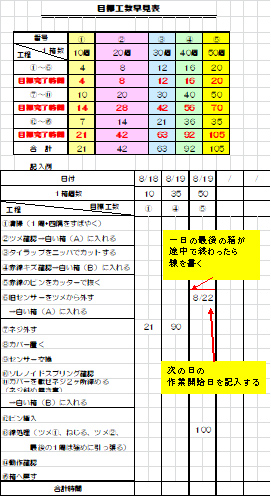
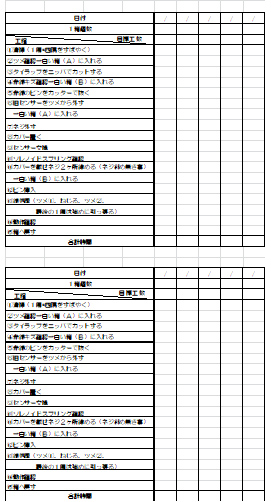
目標個数早見表(サンプル)
- ウ.
- 判断の明示に対する取組
作業中、製品の仕上がり状態の判断に迷い、考えている時間がロスの原因となっていた。そのため、良品の例、不良品の例の両方をマニュアルに写真で明示したほか、それでも判断に迷う場合の対応として「判定依頼品箱」を設置した。判断に迷った製品はすぐにこの箱に入れることとし、判断に迷っている時間を削減した。なお、「判定依頼品箱」の中の製品は他の担当者が確認することで、依頼された従業員の負担にならないよう対応している。
(3)コミュニケーションに係る取組
Aさんは、定例的な作業に関する具体的指示は口頭で可能であるが、朝礼の口頭による指示への対応の様な、全体に対し一斉にアナウンスしたものや突発的な指示などの対応は困難である。そのため、担当者がメモ(「○○の提出は○月○日まで」など)を作成し、Aさんへ渡すことで指示の抜けが削減された。
また、障害の特性から人の話を聞くことはできるが、自ら誰にでも話しかけられない。そのためAさんの相談窓口を部署が同じ担当者2名として、なるべく2名のうちのどちらかが出勤するようにシフトを組み、Aさんが単独で行動することがないように注意している。
(4)体調管理・雇用管理に係る取組
- ア.
- 体調管理
作業中の眠気により、身体が作業器具などに接触することがあったため、一般の従業員が1日3回(10時00分~10分間、12時20分~40分、15時00分~10分間)休憩するところ、Aさんはそのほか、11時20分~5分間、14時00分~5分間、16時00分~5分間の休憩を追加し、1時間に1回ずつの休憩を取り入れ眠気への対応を行っている。また、休憩の間、椅子に座り、背筋を伸ばし休憩の残り時間を数えるように時計をじっと見つめていたため、休憩時間の過ごし方、身体の休め方を具体的に指導した。あわせて休憩と作業の時間管理のためにタイマーを用意し遅刻等の不安を解消し業務時間と休憩時間にメリハリをつけて過ごすことができるように取り組んでいる。
- イ.
- 雇用管理
Aさんは失敗や注意されることでひどく落ち込むことがある。注意がAさん本人ではなく、従業員全体であっても極度に慎重になり過ぎてしまい作業が滞ることがある。Aさんへの注意ではないことを伝えても慎重になり、元の業務スピードに回復するまでに時間を要している。
エピソードとして、Aさんとは関係の無いトラブルで社内が混乱しAさんが情緒不安定になったことがあり、異変に気付き個室でフォローしたが、その日の業務は困難と判断し早退させ家族やジョブコーチに状況の説明を行い、社外でのフォローを依頼した。
これをきっかけにAさんにアンケートをとり、「怒らないでほしい」「一人の時間も必要」「他の従業員とふれあうことは嫌ではない」などの回答があり、Aさんと話し合いながら可能な範囲で要望に対応していくこととした。
(5)ジョブコーチ支援の利用
雇用後2週間後から職業センターのジョブコーチ支援を利用し、マニュアル作成に際し構成(写真、文言)や、Aさんの外一般的な発達障害者の特性を踏まえた指導方法や接し方についての助言、課題への対応事例等の情報提供を受けた。また、家族との連絡調整やフォロー等の協力も依頼し、事業所とAさん、家族の関係作りを行った。
3.取組の効果と今後の課題
現在Aさんが組み立てた製品の不良品発生率は採用当初と変わりなく0%である。作業効率も「判定依頼品箱」の設置により(ア)迷ったときの作業停滞がなくなったこと(作業効率の向上)(イ)ミスを事前に防ぐことができること(顧客からの信頼向上)(ウ)ミスが発生するのではないかという不安が解消されたこと(雇用の安定)などから向上してきている。また、「目標個数早見表」により目に見える形で自身の成長が確認できるため、モチベーションの維持・向上にも役立っており、「何日までに終わらせなければならない」といった具体的な目標があると作業効率が100%を超える時もある。
事業所は、就労が安定してきていることから継続的に他の従業員と同等の目標が達成できるようにしたいと考え、ジョブコーチからの助言を得つつも常に社内でも対応方法を検討し取り組むようになっている。
また、新しい場所や人に慣れるまで緊張が強いという障害特性を考慮しAさんの担当者を固定し、人事異動があっても指示担当者としての職務は継続しているが担当者以外の従業員から話しかけられても、アンケートを踏まえた取り組みなどにより、極度に緊張することなく、周囲の話を聞き楽しんでいるようになってきたと担当者は把握している。
障害者雇用を通した社内の効果として、その時々の状況を見る目を養うことができ、部下を育てる際の必要な接し方や対応を検討する機会となり人材育成のスキルを身につける契機となったほか、障害者に関する情報を各方面からこれまで以上に得ようとする習慣が出始めている。
今後の課題として、顧客のニーズは常に変化し、現在従事している作業が減少している点である。Aさんは初めての作業の習得に相当の時間を要し、失敗による自責の念が大きいため、長期的に確保できる新たな業務を見つけること及び変化していく作業内容とのマッチングとその対処が近々の課題となっている。
執筆者:独立行政法人高齢・障害・求職者雇用支援機構
山形支部 高齢・障害者業務課
アンケートのお願い
皆さまのお役に立てるホームページにしたいと考えていますので、アンケートへのご協力をお願いします。
なお、事例掲載企業、執筆者等へのお問い合わせや、事例掲載企業の採用情報に関するご質問をいただいても回答できませんので、あらかじめご了承ください。
※アンケートページは、外部サービスとしてMicrosoft社提供のMicrosoft Formsを使用しております。